
Produits BrazeTec
Métaux d’apport & flux pour le brasage fort et tendre plus de 200 références pour l’industrie.
200+ références produits
100% sans cadmium
ISO 17672 · DIN EN 1044
Conseil technique inclus
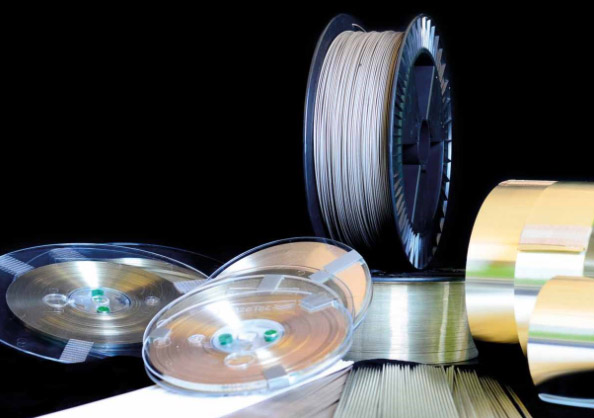
Nos métaux d’apport à l’argent, cupro-phosphore et multicouches couvrent l’ensemble des besoins en assemblage par brasage : du joint capillaire standard aux liaisons céramique/métal les plus exigeantes.
200+
références produits
60 ans
d’expertise brasage
100%
sans cadmium
Vous ne savez pas quel alliage choisir ?
Utiliser le guide →
Notre outil interactif vous guide en 5 questions vers l’alliage BrazeTec adapté à votre application, vos métaux et votre procédé.
Métaux d’apport & flux pour le brasage

Consommables & matériaux spéciaux
🧰
EPI & Entretien
Tapis de protection thermique, toiles de nettoyage, pâte antiflux, machines de brasage.
Voir les produits →
⚡
Matériaux de contact électriques
Alliages spéciaux pour contacts électriques et applications de haute précision.
Voir les produits →
Conformité & certifications
Tous nos produits sont conformes aux normes ISO 17672, DIN EN 1044 et DIN EN 29454. Fiches REACH et données de sécurité disponibles sur demande.
ISO 17672
DIN EN 1044
Sans cadmium
DVGW
REACH