Les pièces en argent ou en alliage d’argent, très présentes dans le domaine des matériaux de contacts, peuvent être assemblées à d’autres métaux par diverses brasures à l’argent. Le brasage de l’argent à l'argent est aussi très souvent utilisé pour la production de bijoux en argent massif et dans le domaine de l’orfèvrerie et l’argenterie. Ci-dessous vous trouverez toutes les brasures sans plomb adaptées au brasage de l’argent ainsi que les flux adaptés.
Quelles brasures sont adaptées pour le brasage de l’argent ?
Les alliages standard BrazeTec sans cadmium à base d’argent, de cuivre et de zinc sont totalement adaptés au brasage industriel de pièces argent. Il faut néanmoins faire attention aux assemblages des différents métaux que la brasure à l’argent doit lier.
Les métaux tels que argent, cuivre et laitons et bronzes
La gamme de brasures BrazeTec cupro-phosphore est adaptée pour la brasure argent - cuivre ou argent - alliages de cuivre tel que bronze et laiton. Effectivement ces alliages à bas titres argent, inférieur à 20%, sont d’un point de vue budget moins cher que les alliages à haut titre argent. De plus, dans certaines conditions, l’usage du flux décapant peut être évitée, ce qui permet d’avoir un procédé plus simple et moins dangereux pour l’opérateur.
Les métaux tels que aciers et aciers inoxydable
Afin de lier l’argent aux aciers, aciers inoxydables et métaux ferreux, la brasure à l’argent, parfois appelé par abus de langage soudure à l’argent est totalement adaptée. C'est une brasure versatile et standardisée. Nos brasures sont disponibles sous de multiples formes et avec des taux d’impureté très bas. Les brasures en argent peuvent aussi lier les alliages de nickel et de cuivre. C’est un peu le couteau suisse de la brasure.
Les bijoux argent et l’orfèvrerie
Umicore, avec les produits Agosi produit toute une gamme de brasures argent dédiée à l’activité de bijouterie et joaillerie. Ce sont des brasures qui sont à haute teneur en argent afin d’avoir des bijoux qui restent à leur titre nominal, même au niveau de la brasure des pièces à assembler. Ces produits sont disponibles sous forme de bande de 0.3mm d’épaisseur ou bien sous forme de fil.
Comment utiliser une brasure argent ?
Un prérequis pour un bon brasage est d’avoir une surface des métaux à braser qui soit bien “mouillable”. Pour cela, il faut remplir trois conditions principales :
- La surface des métaux et l’alliage de brasage argent doivent être des métaux nus et sans oxydes,
- La surface des métaux et l’alliage de brasage à l’argent doivent avoir atteint au moins la température de travail,
- Au moins un des composés de l’alliage de brasage à l’argent doit former un alliage avec les métaux à braser.
Les couches visibles d’oxydes et de rouilles doivent être retirées, ainsi que les saletés et traces de graisses. Il peut rester de fines couches d’oxides étant donné que le brasage est effectué avec l’adjonction de flux.
La température de travail est la température la plus basse à laquelle le joint de brasure peut mouiller, s’étaler par capillarité et se lier avec le métal à braser. Cette température est toujours plus élevée que la température de solidus de la brasure forte utilisée. Elle peut être identique, supérieure ou inférieure à la température de liquidus de la brasure, température de fusion du métal. À cette haute température, de l’oxydation peut avoir lieu sur les pièces.
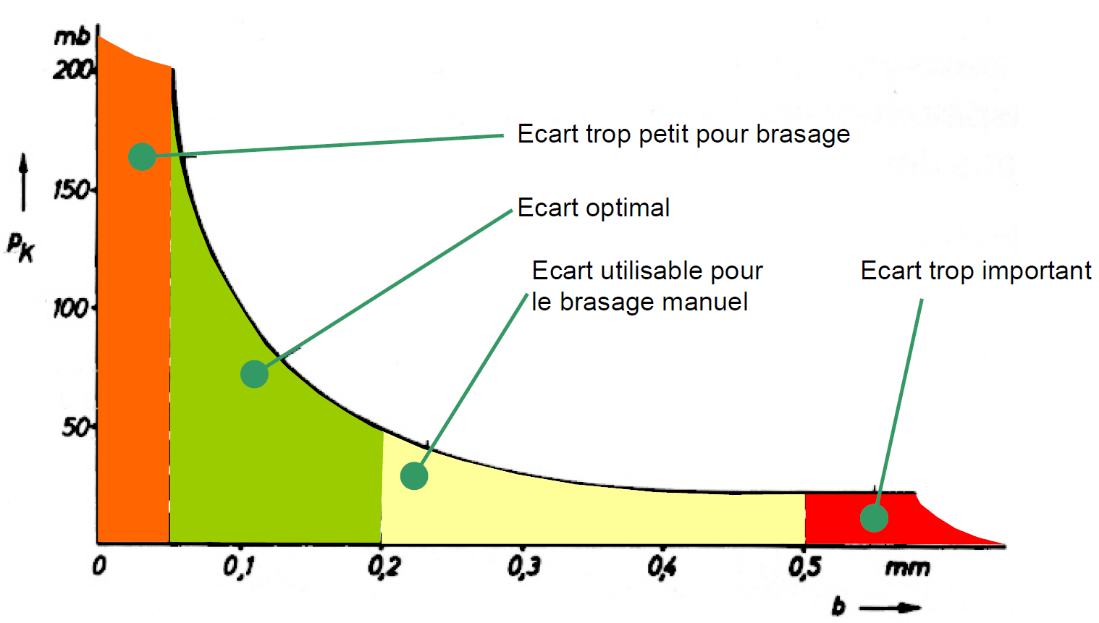
Un autre point à respecter est l’espacement entre les deux pièces à lier. La brasure argent est poussée par les forces capillaires entre les deux parties métalliques à braser. Plus l’espace entre les deux parois est petit, plus la pression capillaire est importante.
Pour un espace parallèle séparant les deux pièces à braser de 0,1 mm, la pression capillaire générée atteint 100 mbars, ce qui équivaut à 0,1 atmosphère. Une telle pression correspond à une colonne d’eau de 1 mètre. Rapporté au métal d’apport, en considérant une densité de 10 g / cm3 (la densité des alliages de brasure à l’argent), la hauteur capillaire atteignable par l’alliage de brasure dans un espace de 0, 1mm est d’environ 10 cm. Cette valeur est optimale pour une bonne brasure.
Enfin, les conditions opératoires doivent être adaptées si on pratique le brasage à la flamme au chalumeau avec des baguettes de soudure nues ou enrobées, des anneaux ou de la bande ; le brasage à l’induction ou le brasage sous atmosphère contrôlée.
Quels flux utiliser avec une brasure à l'argent ?
Dans la grande majorité des cas, le flux de brasage standard BrazeTec h pâte est adapté. Il est universel et répond aux exigences de la majorité des usages. Néanmoins, des versions adaptées pour les systèmes automatiques ou optimisées pour des zones de brasage plus larges sont disponibles sur demande.
Quels sont les domaines d’activité qui nécessitent des brasures pour braser de l’argent ?
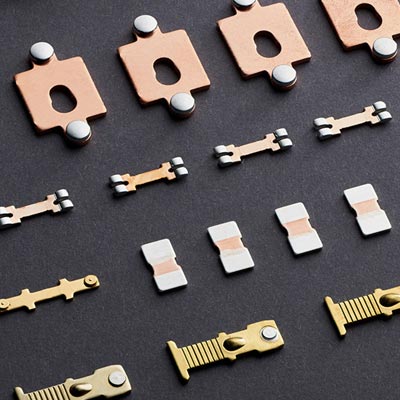
Les domaines utilisant des brasures pour braser de l’argent sont dans le domaine des matériaux de contact, tel que les commutateurs, contacteurs, disjoncteurs, interrupteurs et outils de mesure et contrôle. L'industrie aérospatiale et les outils médicaux sont aussi très consommateurs de produits à base d’argent. Enfin, le domaine de la bijouterie et de l’orfèvrerie est un secteur très important dans la brasure de l’argent avec des brasures argent.