En résultat d’un développement spécifique, la gamme de brasures BrazeTec a développé et mis en place une système de brasure spécial « sandwich » orienté pour les brasures carbures d’outillages et plus généralement le brasage des métaux durs. Du fait des différences de coefficients d’expansion entre les métaux de bases, des tensions lors du refroidissement des pièces apparait. Ces tensions peuvent être compensées par l’ajout d’une couche intermédiaire qui va par déformation plastique absorber ces contraintes.
Métaux d’apport multicouches BrazeTec pour le brasage fort de métaux durs
| Nom | Composition | Température de brasage en °C | ISO 17642 | Fiche produit |
|---|---|---|---|---|
| BrazeTec 49/Cu | Ag: 49.0 Cu: 27.5 Zn: 20.5 Mn: 2.5 Ni: 0.5 | 710 | Consultez la fiche produit | |
| BrazeTec 49/Cu plus | Ag: 49.0 Cu: 27.5 Zn: 20.5 Mn: 2.5 Ni: 0.5 | 710 | Consultez la fiche produit | |
| BrazeTec 49/NiN | Ag: 49.0 Cu: 27.5 Zn: 20.5 Mn: 2.5 Ni: 0.5 | 710 | Consultez la fiche produit | |
| BrazeTec 49/CuNiFe | Ag: 49.0 Cu: 27.5 Zn: 20.5 Mn: 2.5 Ni: 0.5 | 690 | Consultez la fiche produit | |
| BrazeTec 64/Cu | Ag: 64.0 Cu: 26.0 Mn: 2.0 In: 6.0 Ni: 2.0 | 770 | Consultez la fiche produit | |
| BrazeTec Cu/NiN | Cu: 100.0 | 1100 | Cu 110 | Consultez la fiche produit |
Qu’est-ce qu’un alliage sandwich multicouche ?
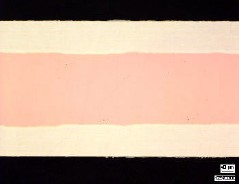
Les brasures BrazeTec sandwich sont composées d’une couche intermédiaire de cuivre qui est laminée entre deux couches de brasure argent.
Ci-contre une vue de la section d’un alliage de brasure sandwich 49/Cu tri-métal agrandie 250 fois.
Pourquoi utiliser un métal d’apport de brasure multicouche ?
En refroidissant après brasure, les tensions sont réduites grâce à la déformation plastique de la couche intermédiaire de cuivre qui est, comparé à l’alliage de brasure argent et aux composés carbure ou acier brasés, relativement mou.
Cela nous permet d’obtenir une brasure carbure / corps de pièce sans tension.
Pour les zones de brasage d’une dimension supérieure à 100 mm², il est impossible de braser des métaux durs sans contraintes hormis en utilisant un alliage sandwich. En fonction de la géométrie et des applications, les brasures sandwiches peuvent être aussi adaptées à des plus petites zones de brasage.
Les métaux durs sont difficile à mouiller afin d’obtenir un bon contact métal-brasure. Pour ces raisons-là, les alliages sandwich possèdent des additifs tels que le manganèse ou le nickel.
Comment utiliser correctement une brasure sandwich ?
Les outils de coupe et perçage sont sujets à de grandes contraintes et des forces de frictions extrêmement importantes. Cela veut dire que le point clé pour tout outil de coupe/perçage est une grand résistance à l’usure, autrement dit une grande dureté. Pour toutes les autres contraintes de chocs, il composé doit posséder une résistance elle aussi importante.
Comparé à ces métaux durs, les métaux d’apport de brasure ainsi que les corps d’outils doivent eux avoir d’autres propriétés tels qu’une grande résistance et une faible dureté. Les coefficients d’expansion sont eux aussi différents.
Cela nécessite un réglage fin de l’assemblage des corps d’outils aux parties de coupe, et cela se fait par un usage de brasure sandwich adapté.
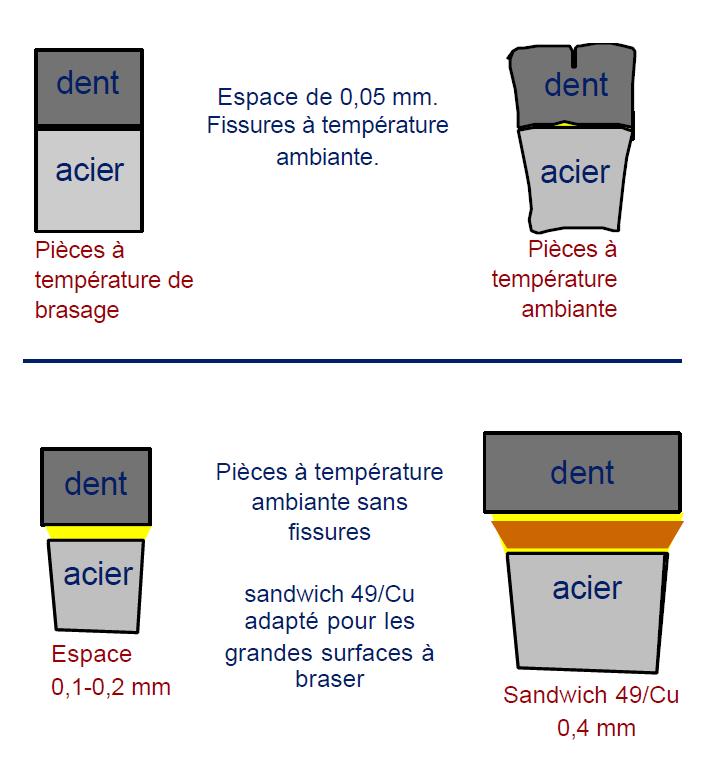
Du fait des coefficients d’expansion thermique très différents pour les métaux durs et l’acier, des contraintes mécaniques apparaissent durant le refroidissement des pièces brasées. Cela amène une distortion des métaux et des cassures dans les parties de coupe en métaux durs.
A température de brasage, lors de l’assemblage des pièces, les composants sont sans contraintes mécaniques. Mais durant le refroidissement, l’acier se contracte deux fois plus que les métaux durs, créant une déformation des composants finaux créant des tensions à la surface des dents de coupe en métaux durs. Afin d’éviter ces contraintes, une couche de brasure plus importante doit être mise.
Contrairement aux conseils de brasure standard indiquant de mettre au maximum un espace entre deux pièces de brasure de 0,05mm à 0,2mm, dans le cas d’outillage, il faut considérer comme minimum 0,1mm pour une brasure standard, et 0,3-0,4mm pour une brasure sandwich. Pour les pièces de plus grande surface, l’utilisation de brasure sandwiches est réellement nécessaire.
Il est recommandé, comme pour toutes les brasures cuivre-argent, d’utiliser un flux décapant afin d’obtenir un assemblage exempt d’oxydation.
Dans quels secteurs d’activité utilise-t-on des brasures sandwiches multicouches ?

Les alliages de brasures sandwiches tri-métal sont très largement utilisés dans le domaine de l’outillage avec la brasure de carbures. Les brasures sandwiches combinent les très bonne propriétés de déformation plastique du cuivre ainsi que la température de travail basse des alliages argent de brasure.